请双击输入文字
欢迎您来到苏州铮晢工业技术有限公司官网,我们将竭诚为您服务!
服务电话:1516 2353 222
苏州铮晢工业技术有限公司
请双击输入文字
欢迎您来到苏州铮晢工业技术有限公司官网,我们将竭诚为您服务!
一、产品介绍
DBMB-1焊接金属波纹管机械密封是丹东克隆集团有限责任公司于1988年开发的国内首创用于高温机泵轴封法兰平垫连接结构的机械密封产品,当年在抚顺石油二厂进口西德180泵试用成功,在该厂北蒸馏车间减二线泵采用DBM70B-1机封连续运转四年多;在苯乙烯车间使用的DBM90B-1机封平均寿命达三年。该产品经过克隆集团技术人员的不断标准化、系列化改进,已经成为国内外独具特色的,具有优良密封综合性能的产品之一,尤其在密封高温热油方面有突出特性。
该系列产品结构已经收录在由丹东克隆集团有限责任公司主导编撰的JB/T8723-1998《泵用焊接金属波纹管机械密封》行业标准中。该系列产品为静止型结构,配用专用的冷却水套,适应能力强,使用范围广,动态性能优良,是高温油泵轴封的******选择。
DBM B-l系列焊接金属波纹管机械密封已在石油开采、石油炼制、石油化工、煤化工、冶金、造纸、核能、发电、制药等领域的高低温机泵设备上有着大量的应用,性能稳定、安装方便密封可靠。
二、产品应用
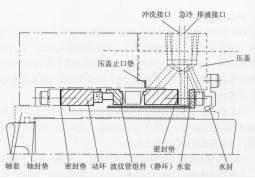
DBM B-1系列焊接金属波纹管机械密封如图一所示,为静止型结构平衡型机械密封,动、静环都采用镶嵌端面,非集装部分主要由动环、波纹管组件(静环)及密封垫和螺钉、弹垫组成,集装部分包括非集装部分的全部零件、轴套及传动件、压盖、水套、水封、轴封垫和压盖止口垫等。
根据密封所使用的材料不同而适用于不同的介质工况,常规材料的DBM B-1焊接金属波纹管机械密封的各规格零件我公司都有库存备件,可以随订随发,方便客户使用。40、45、50、55、60、65、70、90八种规格的波纹管组件有长(II)、短(I)两个长度,使用时需注意,不能换用。
常规材料:
DBM B-1系列焊接金属波纹管机械密封规格范围为30~100,由铬钢做结构件材料,由定膨胀合金做镶嵌环座材料,奥氏体不锈钢做波纹管材料,动环端面材料为硬质合金(或陶瓷),波纹管组件(静环)端面材料有浸树脂石墨、浸金属石墨和硬质合金,根据介质工况的不同而选用不同的动静环端面组对,通常在高温工况下选用浸金属石墨静环端面与硬环配对使用,在介质中有颗粒时,选用硬对硬的端面配对使用,一般腐蚀介质工况选用浸树脂石墨与硬环配对使用,密封垫片以柔性石墨为主要常备材料,还可以提供其它材料,如铝、聚四氟乙烯等。
适用场合:
DBM B-1系列焊接金属波纹管机械密封适用于-75~400℃温度和-0.1~2.0MPa压力的无腐蚀或有轻腐蚀的介质,温度较高时需按照标准规定配用良好的密封辅助系统。
主要应用在密封清水、汽柴油、煤油、塔底油、中线油、芳烃、蜡油、渣油、油浆等石油炼制和化工过程中的多种介质,效果良好,如果不出现端面干摩擦的情况,该系列密封可以适应有一定抽空的工况。
DBM B-1系列机械密封不用橡胶圈做静密封点材料,不必考虑橡胶材料的耐温和耐腐蚀问题;
对于有较强腐蚀的介质或密封腔空间较狭小的机泵,在使用时需要改变密封材料和结构,以适应需要;
对于食品、制药等要求较纯净介质,需要选用不污染介质或对介质污染较轻的端面材料。
由于DBM B-1系列焊接金属波纹管机械密封用在超过3000转/分钟的场合较少,故在高转速的机泵上使用时需要注意多观察使用情况。
谨慎使用在设备的频繁开停的机泵上,因为设备的频繁开停将对机械密封的寿命有较大的影响,甚至会导致密封很快失效。
不适用场合:
由于焊接金属波纹管在液化气类的介质中有疲劳失效的倾向,故不推荐DBM B-1系列焊接金属波纹管密封用在液化气及类似的轻烃类等急骤蒸发的介质机泵上;
DBM B-1系列焊接金属波纹管机械密封属于接触式单端面密封,不能用于******不许介质泄漏的场合,不能用于端面无介质润滑的场合。
不适用在轴振动或串动量过大的机泵设备上。
高黏稠的介质及易结晶、易结焦、易聚合的介质可以阻塞波纹管,使其失弹,DBM B-1系列焊接金属波纹管机械密封不宜用于此类的介质中。
三、安装
准备
1.对所要安装的密封进行核实,查看密封包装盒上标注泵位号或泵型号是否与所要安装的机泵相符合,查阅密封装配图,掌握密封结构和安装位置。
2.按照机泵相关的拆卸顺序和要求,拆下机泵的轴承箱等相关部件,拆下旧的密封装置。
3.对泵的密封腔各相关部件进行外观检查和尺寸检查,包括各配合尺寸、空间尺寸、形位公差等,并做相应处理。
3.1校核密封腔体中旋转轴相对于静止腔体的轴向及径向跳动值,确保不超过国家相关标准规定的极限值。
轴端部检查,跳动量小于0.1mm(如图二示意)
轴径向检查,跳动量小于0.05mm(如图三示意)
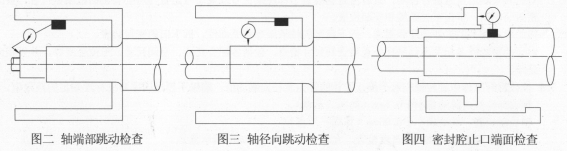
密封腔止口端面与轴的垂直度检查,允差小于0.05mm(如图四示意) 如果不能达到上述要求,应检修调整相关部件。
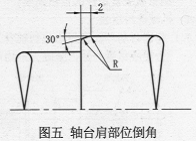
3.2为了避免非金属辅助密封圈在安装时损伤,应在有非金属密封圈滑过的所有轴台肩部位修出2×30°倒角,尖角部位要倒圆并修整光滑(如图五示意),在键槽或沉孔处要修除棱角,与静止密封圈(垫)处接触的金属表面粗糙度Ra应小于3.2μm。
3.3首次安装应核对安装机械密封的连接配合尺寸是否与机械密封装配图要求相符,内部空间和外部空间尺寸是否存在干涉。
4.清洁密封腔体,再次检查各安装密封件的表面是否有损伤或缺陷。
5.擦净各部件表面,对所有安装配合部位涂适量润滑剂,选用的润滑剂要与辅助密封橡胶材料及被密封介质相容,如:水、肥皂水、硅润滑脂、乙二醇或甘油等。乙丙橡胶材质不可接触矿物油。
机械密封组装
1.环境要求:机械密封的装配要求在干燥、清洁的环境中进行,工作台上清洁,无杂物。密封包装盒内通常提供了白线手套,密封的装配需要戴上手套进行。
2.拆开机械密封包装盒,小心取出密封,与装箱单核对机械密封各件型号、数量,可用手撕开或用刀划开贴体包装膜,注意保护密封端面不可与硬物相碰撞,检查密封端面和其他表面是否完好。
3.有密封端面光圈检测设备的单位可以检查一下密封端面的平面度是否符合光圈检验要求。对照密封装配图,测量波纹管组件的自由高度。
4.机械密封组装
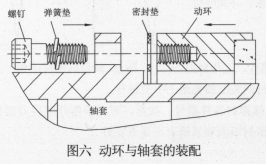
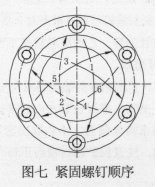
4.1将密封动环加密封垫装到轴套上,见图六示意,按对角线方向均匀紧固螺钉,见图七示意。各螺钉的拧紧力矩应尽量一致,紧固力不均可能造成动环端面变形,导致密封渗漏。
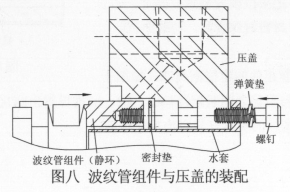
4.2将波纹管组件(静环)加密封垫装到压盖的内侧(靠近密封腔的一侧),水套从压盖的另一侧插入,见图八示意,此处使用的紧固螺钉比动环的要长一些,均匀紧固螺钉。
4.3安装过程中注意不要把波纹管组件过度压缩,以免造成波纹管失弹或损坏,注意不能磕碰密封环端面。
4.4将动、静密封环端面用酒精擦拭干净,不能留有任何细微纤维状物或颗粒杂物,动、静环端面相对,将轴套小心装入压盖内的水套中,轻轻将动、静环端面合到一起。
4.5将水封安装到密封压盖上,见图九示意,安装时水封内孔可以涂少许润滑油。轴套的一端需露出水封外边。
4.6将轴套传动件、轴封、压盖止口垫等件装到密封的相应位置上,某些泵的轴套与泵轴之问用螺纹传动,需要注意螺纹旋向,如果是集成式密封,需要把限位板安装到位固定。
4.7完成密封装配后,要把整套密封暂时保管好,待装泵。
检验
1.测量机泵密封腔上的旋转件与静止件的定位距离LK,如图十示意,悬臂泵通过测量轴承箱与泵盖之间装配接口L1、L2、L3推导得出LK尺寸,双支撑泵可直接测量LK尺寸,其它结构的机泵根据机械密封的实际安装定位尺寸测量。
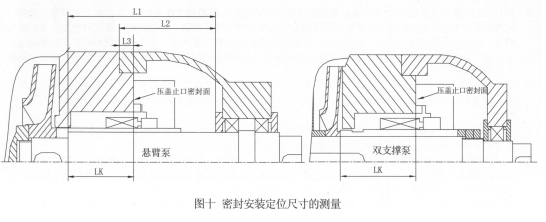
2.核对密封装配图上的定位尺寸与实际测量的LK尺寸是否相同。如果相差在±0.5mm内,则不必调整,如果IJK比图纸要求的大,在2mm内,可增加动环或波纹管组件的密封垫片数量(每边密封垫最多只能加一个)进行调整。如果LK比图纸要求的小,在2mm内,可增加压盖止口垫数量来调整,最多只能增加两件,如果超过以上范围,则不能再调整,需要同丹东克隆集团有限责任公司技术部门联系,对机械密封进行结构尺寸调整后才能使用。
3.DBM B-l系列焊接金属波纹管机械密封部分规格的波纹管组件长度有长、短两个尺寸,请务必对照密封装配图,检查实际安装的波纹管组件长度(自由长度)应比装配图中波纹管组件工作高度大4~5mm。
装配
1.由于各类机泵的结构差别较大,机械密封的安装方法也有很大差别。需要根据机泵的结构特点安装机械密封,以下介绍典型的悬臂泵和双支撑泵的机械密封安装,仅供参考。
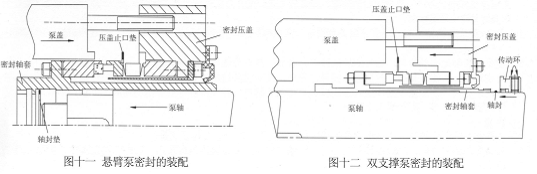
1.1一般悬臂泵的轴套直接用叶轮压紧固定,采用键传动。安装时,先将整套密封套装到轴上,装上泵盖,注意对正压盖上冲洗、急冷、排液接口的位置,固定密封压盖。注意轴封垫和压盖垫要安装到位。将泵盖与悬架固定后,安装键、叶轮等其它零件,见图十一示意。
1.2安装双支撑泵的密封时,将整套密封从轴端套入缓慢推到密封腔中,见图十二示意,注意轴套键槽要对准轴上的键,因为双支撑泵密封的轴套有多种传动方式,轴套的定位也有不同,所以轴套的固定位置及固定方式也不尽相同,需要参考密封装配图,必须保证密封的波纹管有合适的压缩量,轴套推到位后,注意对正压盖上冲洗、急冷、排液接口的位置,压盖进入止口配合并压住压盖垫,固定压盖,均匀紧固螺母,安装轴套密封圈,固定轴套。
1.3对于集成式机械密封,轴套、压盖都固定,完成密封装配后不要忘记拆移限位板,或让限位板在不与旋转部件接触的地方固定。
2.参照密封装配图的要求,连接密封的冲洗、急冷、排液管线和密封辅助系统,压盖上冲洗接口内的小孔通向密封腔,不能与急冷、排液接口搞混,另外,我公司的波纹管机械密封为用户安装时左右或前后端接管方便,在同一个压盖上的冲洗或急冷接口对称加工两个,在使用时一定要把不用的一个接口密封堵住。急冷孔通常在上方,冷却水为上进下出。
注意:
1.机械密封的安装步骤与所使用设备的结构紧密相关,应结合设备特点安装。
2.安装各部分零件时,应细致均匀的用力,不能对密封端面及端面附近用力,以防止端面变形及脆性元件的损坏。
3.不要对密封端面使用润滑剂。
4.安装平垫类密封圈,需保证圆周范围内轴向紧固力均匀。
四、操作
1.将泵的入口阀打开,引入介质,在有一定静压情况下观察密封情况。
2.缓慢用手转动泵轴,观察密封有无泄漏。如果出现较大的泄漏,则密封存在安装问题或密封圈本身存在问题,应拆开密封仔细查找原因,排除后重装。
3.如果情况良好,即可启泵。对于高温介质的泵,启泵前需按要求缓慢加温,待密封腔达到合适温度后才可以启泵。
4.注意辅助系统管线上阀门的开闭要求,注意辅助系统工作是否良好。
5.启动泵初期,机械密封可能存在微小的渗漏,这是正常的,渗漏会逐渐减少,如果渗漏不断增加则说明有安装问题或密封参数存在问题,应认真分析可能出现的问题,必要时停止运行,拆泵查找原因。
五、密封拆卸
1.在拆卸机械密封前需确保机泵已停止运行,且温度和压力达到安全拆卸要求,关闭系统管线阀门,排掉泵中残存的介质,有毒、有害、易燃、易爆的介质需要冲洗或稀释后达到无害要求。
2.拆卸机泵上相关零部件,拆卸机械密封时,集成式密封要先将限位板重新插入到限位槽中固定,去除轴套、压盖上的固定后将密封整体拆出,其它结构的密封可分开拆卸轴套部件和压盖部件。
3.拆卸轴套部件时,可在密封上的轴套拆卸槽或非密封配合面上用力。
4.需再利用的零部件要注意保护好密封端面及其它密封面,不能对端面及端面附近用力。
5.对于未达到正常使用寿命的机械密封,为了分析密封失效原因,请注意妥善保管拆卸下来的密封件。
※在密封运行期问应注意以下条件,以保证密封的使用寿命:
避免介质压力波动;
避免频繁开停车;
避免泵抽空、汽蚀等现象;
避免冲洗液、急冷水中断;定期检查密封辅助系统工作是否正常;
避免使用水质硬的急冷水;
附:波纹管机械密封一般故障现象及解决措施
|
所致现象 |
可能的故障原因 |
改进措施 |
|
密封泄漏(在轴套与压盖之间漏出) |
a安装时端面没有处理干净,有异物 b静密封垫密封不良,密封垫有缺陷 c密封压缩量过小 d安装不当导致密封端面变形严重 e安装过程中,密封件损坏 f装置操作不稳 g泵轴跳动或串动过大 h密封辅助系统(冲洗、冷却)性能变差 i泵开停频繁 j介质工况改变 |
拆卸密封,仔细检查各零部件,确定泄漏部位, 检查研磨端面达到要求的平面度,注意静密封点, 保证密封性能良好 更换损坏的密封部件,按密封装配图尺寸要求, 检测安装尺寸,保证正确的压缩量,仔细安装密封 避免装置操作不稳,保证辅助系统性能良好 检修泵轴承和泵轴,达不到使用要求的零部件 应及时更换,避免频繁开停泵。 介质工况有较大改变,应同密封制造厂协商,更改密封结构参数。 |
|
密封泄漏 (在轴套与轴之间漏出) |
a轴封垫(圈)没有安装或安装有问题 b与密封垫(圈)接触轴套或轴表面有缺 陷 c轴封垫(圈)表面有缺陷 |
检查轴封垫(圈)的安装和检查轴封垫(圈)表面及轴套和泵轴表面,更换轴封垫(圈),修复轴套或泵轴表面缺陷 |
|
密封泄漏 (在压盖与泵盖之间漏出) |
a压盖止口垫(圈)没有安装或安装有问 题 b与密封垫(圈)接触压盖或泵盖表面有 缺陷 c压盖止口垫(圈)表面有缺陷 |
检查压盖止口垫(圈)的安装和检查该垫(圈)表面及压盖和泵盖表面,更换压盖止口垫(圈),修复压盖或泵盖表面缺陷 |
|
压盖过热 |
a压缩量过大 b静止部件与转动部件非正常接触 c辅助系统性能不良,管路狭小或堵塞 d泵抽空、气蚀 e缓冲液不足 f密封传动机构损坏,旋转部分跳动过大,磨压盖 |
按密封装配图尺寸要求调整压缩量 检验泵轴与泵盖之间的相对精度,保持足够的 安装精度 严格按装配要求检验相关部件的精度 检查密封辅助系统管路是否畅通,及时添加缓 冲液,保证液面,保证辅助系统工作良好 |
|
冒烟或端面发声 |
a密封腔抽空,端面干磨 b静止部件与转动部件接触 c安装对中不良 d介质不足,操作不稳定 e运行密封腔没有排气 f压缩量大 |
避免抽空,装配密封前检查密封各安装尺寸 保证冲洗和冷却等密封辅助系统工作良好 检验泵轴与泵盖之间的相对位置精度,保证足够 的安装精度 避免装置操作不稳定 开泵前排出密封腔内气体 |
|
不能运转 |
a介质凝固或结晶 b环境温度过低,冷却水结冰 c旋转件与静止件间有异物卡住 |
增加蒸气保温措施,改变密封结构 改善工作环境 重新安装机械密封 |
|
不正常振动 |
a密封装配后没有紧固 b安装对中不良,精度不够 a出现抽空、汽蚀等现象 b端面液膜汽化(闪蒸),润滑液膜不足 c密封上有零件脱落或杂物落在密封腔内 e未对中或叶轮及泵轴动平衡不良,轴 承有问题 |
重新安装密封,注意螺纹联结的紧固,仔细调整,保证较高的安装精度 改进密封辅助系统措施,如加外冲洗或增加端面冷却,增加冲洗量 对密封仔细拆卸、检查、组装,清除密封腔内杂物 检修泵的旋转部件 |
|
窄环外缘破坏 |
a压力波动汽蚀、喘振 b热冲击,急冷、急热、温差过大 |
避免装置操作不稳,重新校核密封设计参数,增 加密封背冷措施,提高密封辅助系统的性能 |
|
机构破坏 |
a密封零部件安装时错位或安装错误 b静止部件与转动部件接触 c压缩量太大 d介质出现凝固或结晶现象 e介质温度波动过大,辅助系统不良 f机件材料被腐蚀 g出现抽空、汽蚀 h泵轴跳动或串动过大 |
拆卸密封,仔细检查各零部件,更换损坏的密封部件,检验泵轴与泵盖之间的相对精度,检测安装尺寸,保证正确的压缩量,仔细安装密封 增加保温措施,开泵前给足够的时间暖泵,避免介质温度波动过大,检修辅助系统,排除故障;检修泵轴及支撑系统,更换性能不良元件 避免工艺操作中对密封使用不利的因素 正确提供介质成分及化学腐蚀性能,改进密封结构或材料 |
|
密封寿命短 |
a超过密封的正常使用参数 b操作上有频繁开停 |
重新核对机械密封,调整密封参数 改进工艺操作,避免频繁开停 |
|
端面龟裂烧 伤、软环高度磨损 |
a密封辅助系统性能较差或冲洗口远离 密封端面,端面摩擦热不能被及时带走 b出现抽空,密封端面干摩擦 c泵轴出现串动,使密封压缩量过大 |
重新检验密封辅助系统结构及性能,使其有效 发挥作用,不使密封端面急剧升温 检修泵轴及支撑系统 改变端面材料,减小摩擦系数,降低端面温度 |
|
弹性元件失弹 |
a介质温度过高,密封辅助系统性能变 差,降温不够 b冲洗液流量偏少,密封腔内温差较大 c安装偏斜较大 |
检修密封辅助系统使其******地发挥作用,均匀 降低密封腔温度 重新安装密封,仔细检验安装结果 |
公司动态
DYNAMIC
联系人:王东兴
电话:15162353222
QQ:2486556886
邮箱:wdx@szzenze.com
地址:江苏省张家港市大新镇新创路3号A号楼
版权所有苏州铮晢工业技术有限公司
XICP备XXXXXXXX号


 当前位置:
当前位置: